 EN
EN
Domov / Správy / Správy z priemyslu / Ako chrániť spekané NdFeB magnety pre synchrónne motory pred koróziou?
Správy z priemyslu
Oct 24,2025
Ako chrániť spekané NdFeB magnety pre synchrónne motory pred koróziou?
Prečo sú spekané magnety NdFeB v synchrónnych motoroch náchylné na koróziu?
Pred skúmaním metód ochrany je dôležité pochopiť základné príčiny korózie v sintrovaných magnetoch NdFeB (neodym-železo-bór) – najsilnejších dostupných permanentných magnetoch, ktoré sú však prirodzene náchylné na degradáciu. Táto zraniteľnosť je zosilnená v synchrónnych motoroch (používaných v EV, priemyselných pohonoch a systémoch obnoviteľnej energie), ktoré často pracujú v drsnom prostredí:
Slabé zloženie materiálu:
Spekané magnety NdFeB obsahujú 25–35 % neodýmu (Nd) a 60–70 % železa (Fe) – oba vysoko reaktívne kovy. Nd na vzduchu rýchlo oxiduje a vytvára voľné, porézne oxidy (Nd2O3), zatiaľ čo Fe v prítomnosti vlhkosti hrdzavie (Fe2O3/Fe3O4). Spekaná štruktúra magnetu (vytvorená lisovaním a zahrievaním prášku) tiež vytvára na svojom povrchu drobné póry (0,1 – 1 μm) – tieto póry zachytávajú vlhkosť, kyslík a nečistoty (napr. motorový olej, prach), čím urýchľujú lokálnu koróziu (pitting).
Prevádzkové prostredia synchrónneho motora:
Synchrónne motory vystavujú magnety spúšťačom korózie, ktoré zhoršujú degradáciu:
Vlhkosť: Motory v EV (spodok), priemyselné čerpadlá (pri vode) alebo veterné turbíny (vonkajšie) absorbujú vlhkosť alebo vodnú paru, ktorá reaguje s Nd a Fe.
Kolísanie teplôt: Motory sa počas prevádzky zahrievajú (80–150 °C) a ochladzujú, keď sú vypnuté – tento „tepelný cyklus“ spôsobuje kondenzáciu vo vnútri motora a usadzuje tekutú vodu na povrchy magnetov.
Chemické kontaminanty: Motorové mazivá (s prísadami síry alebo chlóru), chladiace kvapaliny (na báze glykolu) alebo priemyselné výpary (v továrňach) pôsobia ako elektrolyty, ktoré urýchľujú elektrochemickú koróziu (hlavná príčina zlyhania magnetu).
Mechanické namáhanie: Vibrácie rotora vo vysokorýchlostných synchrónnych motoroch (napr. EV trakčných motoroch) môžu popraskať ochranné povlaky a vystaviť holý magnetický materiál korozívnym prvkom.
Nechránená korózia znižuje hustotu magnetického toku magnetu (o 5–20 % v priebehu 1–2 rokov) a oslabuje jeho mechanickú pevnosť, čo v konečnom dôsledku vedie k nevyváženosti rotora, poklesu účinnosti motora alebo úplnému rozpadu magnetu.
 Kliknite a navštívte naše produkty: spekané NdFeB magnety v synchrónnych motoroch
Kliknite a navštívte naše produkty: spekané NdFeB magnety v synchrónnych motoroch
Aké technológie povrchovej úpravy sú najúčinnejšie na ochranu proti korózii?
Povrchové nátery sú prvou líniou obrany spekané NdFeB magnety v synchrónnych motoroch -pôsobia ako bariéra medzi magnetom a korozívnymi prvkami. Výber povlaku závisí od prevádzkovej teploty motora, vystavenia vlhkosti a nákladových obmedzení. Nižšie sú uvedené najúčinnejšie možnosti:
Bezprúdový nikel-fosforový (Ni-P) povlak (najbežnejší pre motory)
Ako to funguje: Proces chemického nanášania, ktorý vytvára na povrchu magnetu rovnomernú, hustú vrstvu niklu a fosforu (hrúbku 5–20 μm). Povlak je po nanesení amorfný (nekryštalický) a tepelným spracovaním (200–400°C) sa premení na tvrdú štruktúru odolnú voči opotrebovaniu (HV 800–1000).
Odolnosť proti korózii: Povlaky Ni-P vydržia 500 – 1 000 hodín testovania v neutrálnom soľnom spreji (NSS) (podľa ASTM B117) bez červenej hrdze – ďaleko presahujúce 240-hodinové minimum pre motorové aplikácie. Náter uzatvára povrchové póry a zabraňuje prenikaniu elektrolytu.
Výhody synchrónneho motora:
Toleruje vysoké teploty (až do 200 °C) — kompatibilné s väčšinou prevádzkových rozsahov synchrónnych motorov (80–150 °C).
Vynikajúca priľnavosť k spekanému NdFeB (dokonca aj na nepravidelných tvaroch magnetov, ako sú oblúkové segmenty pre rotory).
Odoláva motorovému oleju a chladiacim kvapalinám – žiadna chemická reakcia s bežnými mazivami.
Obmedzenia: Náchylné na praskanie pri extrémnych tepelných cykloch (napr. EV motory, ktoré sa rýchlo zohrejú z 25 °C na 150 °C). V takýchto prípadoch sa na zvýšenie flexibility používa "vrchný náter Ni-P" (napr. epoxid).
Epoxidový živicový náter (nákladovo efektívny pre prostredie s nízkou vlhkosťou)
Ako to funguje: Kvapalný epoxid (termosetový polymér) sa nastrieka alebo ponorí na magnet, potom sa vytvrdzuje pri 80–120 °C, aby sa vytvoril tenký (10–30 μm) film. Na zvýšenie výkonu je možné primiešať aditíva ako keramické častice alebo inhibítory korózie (napr. fosforečnan zinočnatý).
Odolnosť proti korózii: Štandardné epoxidové nátery vydržia 200–400 hodín testovania NSS; "vysokoúčinný" epoxid (s inhibítormi korózie) dosahuje 600 hodín. Náter je nepriepustný pre vlhkosť a oleje.
Výhody synchrónneho motora:
Nízke náklady (1/3 ceny Ni-P) – ideálne pre priemyselné motory citlivé na rozpočet (napr. malé čerpadlá).
Flexibilné—odoláva praskaniu v dôsledku vibrácií alebo tepelných cyklov (kritické pre EV trakčné motory).
Izolačné vlastnosti – zabraňuje elektrickému skratu medzi magnetmi a komponentmi rotora.
Obmedzenia: Odolnosť voči nízkej teplote (max 120 °C) – nie je vhodná pre vysokovýkonné synchrónne motory (napr. generátory veterných turbín, ktoré dosahujú 150 °C).
Povlaky na fyzikálne nanášanie pár (PVD) (vysokoteplotné, vysokovýkonné)
Ako to funguje: Proces na báze vákua, ktorý odparuje kovy (napr. hliník, chróm) alebo keramiku (napr. Al₂O₃, TiN) a nanáša ich ako tenký (1–5 μm) film na povrch magnetu. PVD povlaky sú husté, rovnomerné a pevne sa viažu na magnet.
Odolnosť proti korózii: Povlaky PVD Al₂O₃ vydržia 1000 hodín testovania NSS a odolávajú oxidácii až do 500 °C. Sú nepriepustné pre kyseliny, zásady a chladiace kvapaliny motora.
Výhody synchrónneho motora:
Extrémna teplotná tolerancia – ideálne pre vysokovýkonné synchrónne motory (napr. letecké hnacie motory, priemyselné pohony), ktoré pracujú pri 150 – 250 °C.
Tenký povlak (bez vplyvu na rozmery magnetu) – kritický pre presné zostavy rotorov, kde veľkosť magnetu ovplyvňuje rovnováhu.
Obmedzenia: Vysoká cena (5x vyššia ako Ni-P) a obmedzená na malosériovú výrobu – väčšinou sa používa v leteckom priemysle alebo v prémiových EV motoroch.
Zliatinový povlak zinok-nikel (Zn-Ni) (odolný voči slanej vode)
Ako to funguje: Proces galvanizácie, ktorý vytvára na povrchu magnetu 5–15 μm hrubú zliatinu zinku a niklu (10–15 % niklu). Zliatina tvorí pasívnu oxidovú vrstvu (ZnO·NiO), ktorá samy zaceľuje drobné škrabance.
Odolnosť proti korózii: Odoláva 1000 hodinám testovania NSS – vynikajúce pre motory vystavené slanej vode (napr. námorné synchrónne motory, pobrežné veterné turbíny).
Výhody synchrónneho motora:
Vynikajúca odolnosť voči slanej vode – prekonáva Ni-P v pobrežnom alebo morskom prostredí.
Dobrá ťažnosť – odoláva praskaniu v dôsledku vibrácií rotora.
Obmedzenia: Nižšia teplotná odolnosť (max 150 °C) a vyššia cena ako Ni-P pre iné ako námorné aplikácie.
Ako optimalizovať dizajn magnetu a zostavu motora na ochranu proti korózii?
Samotné povrchové nátery nestačia – výber dizajnu zostavy magnetu a motora zohráva rozhodujúcu úlohu pri minimalizácii rizika korózie. Tieto optimalizácie dopĺňajú povlaky a predlžujú životnosť magnetov:
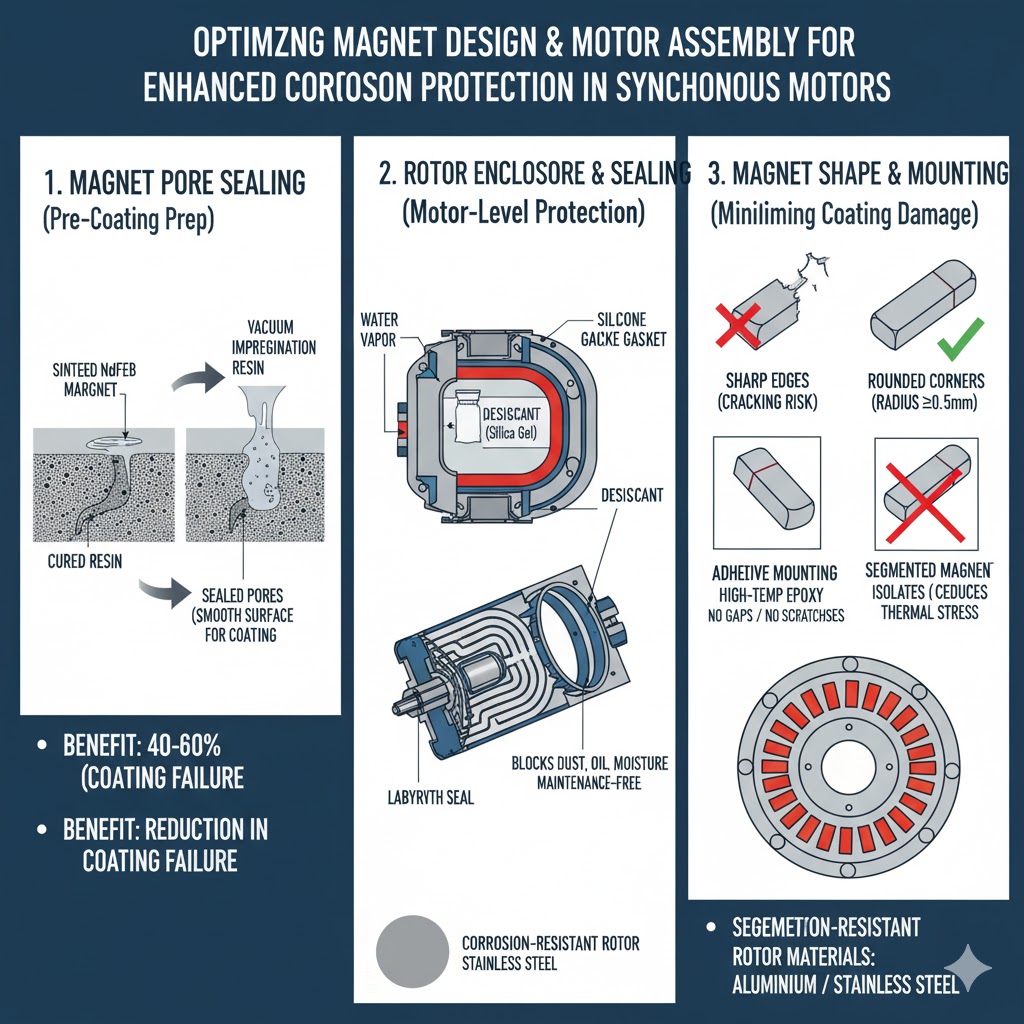
Magnetické utesnenie pórov (predbežná príprava náteru)
Povrchové póry spekaného NdFeB zachytávajú vlhkosť a nečistoty, čím sa znižuje účinnosť náteru. Utesnenie pórov pred náterom je nevyhnutné:
Proces: Po spekaní sa magnety ponoria do nízkoviskóznej živice (napr. akrylovej alebo silikónovej), ktorá prenikne do pórov (prostredníctvom vákuovej impregnácie), potom sa vytvrdia, aby sa utesnili. Tým sa vytvorí hladký povrch bez pórov pre priľnavosť náteru.
Výhoda: Utesnené póry znižujú zlyhanie náteru o 40–60 % – nátery už „nepremosťujú“ póry (ktoré môžu prasknúť a prepustiť vlhkosť). V prípade magnetov synchrónneho motora je tento krok povinný pre povlaky Ni-P alebo PVD.
Kryt a tesnenie rotora (ochrana na úrovni motora)
Rotor motora (kde sú namontované magnety) by mal byť uzavretý, aby sa zabránilo vniknutiu vlhkosti a nečistôt k magnetom:
Hermetické tesnenie: Pre motory vo vlhkom prostredí (napr. EV, námorné aplikácie) použite hermeticky uzavretý kryt rotora s gumovými tesneniami (napr. nitril alebo silikón), aby sa zabránilo vodnej pare. Do krytu pridajte vysúšadlo (napr. silikagél), aby ste absorbovali zvyškovú vlhkosť.
Labyrintové tesnenia: Pre vysokorýchlostné synchrónne motory (napr. veterné turbíny) použite labyrintové tesnenia (do seba zapadajúce kovové rebrá) na hriadeli rotora – vytvárajú kľukatú dráhu, ktorá zabraňuje vniknutiu prachu, oleja a vlhkosti do oblasti magnetu. Labyrintové tesnenia sú bezúdržbové a kompatibilné s vysokými teplotami.
Materiály rotora odolné voči korózii: Na jadro rotora použite hliník alebo nehrdzavejúcu oceľ (304/316) – tieto materiály nehrdzavejú a zabraňujú galvanickej korózii (keď rôzne kovy, ako je železo a meď, reagujú v prítomnosti elektrolytov).
Tvar a montáž magnetu (minimalizácia poškodenia povlaku)
Spôsob, akým sú magnety tvarované a namontované v rotore, ovplyvňuje integritu povlaku:
Hladké hrany a rohy: Vyhnite sa ostrým hranám (ktoré sú náchylné na praskanie povlaku) navrhnutím magnetov so zaoblenými rohmi (polomer ≥0,5 mm). Ostré hrany sa môžu počas montáže odštiepiť a odkryť tak obnažený magnetický materiál.
Lepiaca montáž (namiesto mechanického upínania): Na pripevnenie magnetov k rotoru použite vysokoteplotné epoxidové lepidlá (napr. epoxidové živice s keramickými plnivami) – mechanické svorky (napr. kovové konzoly) môžu poškriabať povlaky alebo vytvoriť medzery, kde sa hromadí vlhkosť. Lepidlá tiež vypĺňajú malé medzery medzi magnetmi a rotorom, čím znižujú zachytávanie vlhkosti.
Konštrukcia segmentového magnetu: Pre veľké rotory použite malé segmentové magnety (namiesto jedného veľkého magnetu) – ak je povrch jedného segmentu poškodený, korózia sa obmedzí na tento segment (zabráni úplnému zlyhaniu rotora). Segmenty tiež znižujú tepelné namáhanie (menšia expanzia/kontrakcia), čím sa znižuje riziko praskania povlaku.
Aké postupy údržby a prevádzky zabraňujú korózii?
Aj pri povrchových úpravách a optimalizácii dizajnu je pravidelná údržba a správna prevádzka kľúčom k predĺženiu životnosti magnetov v synchrónnych motoroch. Tieto postupy riešia opotrebovanie, poškodenie povlaku a vystavenie životnému prostrediu:
Rutinná kontrola a oprava náteru
Vizuálne kontroly: Každých 6 až 12 mesiacov (alebo po vystavení extrémnym podmienkam, ako je silný dážď) skontrolujte vnútro motora (cez kontrolné otvory), či nevykazuje známky korózie: červená/hnedá hrdza na magnetoch, bublajúce alebo odlupujúce sa povlaky alebo usadeniny bieleho oxidu.
Nedeštruktívne testovanie (NDT): Pre kritické motory (napr. veterné turbíny) použite ultrazvukové testovanie na zistenie skrytej korózie pod nátermi (napr. jamky vo vnútri pórov) alebo testovanie vírivými prúdmi na kontrolu hrúbky náteru.
Bodové opravy: Ak zistíte malé poškodenie povlaku (napríklad škrabance), vyčistite oblasť alkoholom, naneste malé množstvo epoxidovej živice (pre nízkoteplotné motory) alebo Ni-P opravnej farby (pre vysokoteplotné motory) a vytvrdnite podľa pokynov výrobcu. Tým sa zabráni šíreniu lokálnej korózie.
Kontrola vlhkosti a teploty
Odvlhčovanie: Pri motoroch skladovaných alebo prevádzkovaných v prostredí s vysokou vlhkosťou (RH > 60 %) nainštalujte odvlhčovač do motorárne alebo použite vyhrievaný rotor (malý ohrievač vo vnútri rotora), aby interiér zostal suchý (RH < 40 %).
Vyhnite sa tepelným šokom: Minimalizujte rýchle zmeny teploty (napr. spustenie studeného motora pri plnom zaťažení) – tepelný šok spôsobuje praskanie povlaku. Namiesto toho zvyšujte otáčky motora postupne (po dobu 5–10 minút), aby sa magnet a povlak rovnomerne zahriali.
Údržba chladiacej kvapaliny: Pri kvapalinou chladených synchrónnych motoroch kontrolujte hladinu a kvalitu chladiacej kvapaliny každých 3–6 mesiacov. Vymeňte chladiacu kvapalinu, ktorá je kontaminovaná vodou (na meranie koncentrácie glykolu použite refraktometer) alebo má pH mimo rozsahu 7–9 (kyslá/alkalická chladiaca kvapalina koroduje povlaky).
Manažment kontaminantov
Kontrola oleja a prachu: Udržujte priestor motora čistý – rozliaty olej ihneď utrite (motorový olej obsahuje síru, ktorá znehodnocuje Ni-P povlaky) a používajte vzduchové filtre, aby ste zabránili hromadeniu prachu (prach zachytáva vlhkosť, urýchľuje koróziu).
Zabráňte vystaveniu chemikáliám: Pri priemyselných motoroch sa uistite, že motor nie je vystavený kyselinám, zásadám alebo rozpúšťadlám (napríklad čistiacim chemikáliám). Ak dôjde k expozícii, opláchnite vonkajšok motora vodou (ak je to bezpečné) a dôkladne ho vysušte.
Manipulácia na konci životnosti
Keď je motor vyradený z prevádzky, odstráňte a skontrolujte magnety – ak sú povlaky neporušené a korózia je minimálna, magnety možno znova použiť v motoroch s nižším výkonom (napr. malé čerpadlá). To znižuje množstvo odpadu a znižuje náklady na výmenu. V prípade skorodovaných magnetov ich zlikvidujte správnym spôsobom (v súlade s miestnymi predpismi), aby ste zabránili kontaminácii životného prostredia (Nd je kov vzácnych zemín, ktorý sa môže vylúhovať do pôdy/vody).
Aké sú najlepšie postupy pre špecifické aplikácie synchrónnych motorov?
Potreby ochrany proti korózii sa líšia podľa aplikácie – nižšie sú prispôsobené odporúčania pre najbežnejšie použitie synchrónnych motorov:
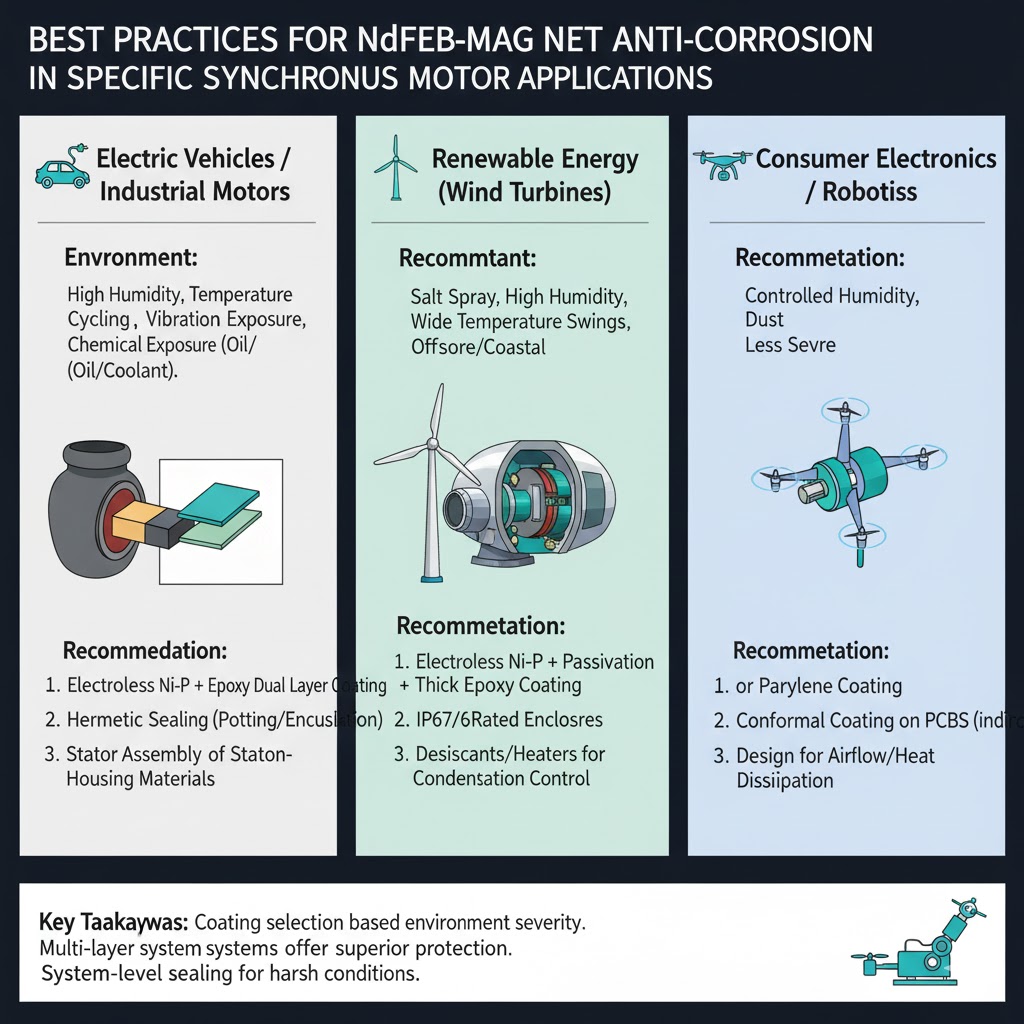
Trakčné motory EV (vysoké vibrácie, tepelné cyklovanie)
Náter: Ni-P epoxidový vrchný náter (Ni-P pre odolnosť proti korózii, epoxidový pre flexibilitu, aby odolal vibráciám/tepelným cyklom).
Konštrukcia: Hermeticky uzavretý rotor so silikónovými tesneniami, segmentovými magnetmi spojenými vysokoteplotným epoxidom a vysúšadlom v kryte rotora.
Údržba: Kontrolujte kvalitu chladiacej kvapaliny každých 6 mesiacov, vyhýbajte sa jazde hlbokou vodou (aby ste predišli netesnostiam krytu) a opravte poškodenie náteru po kolíziách.
Generátory veterných turbín (vonkajšie, vystavenie slanej vode)
Povlak: zliatina Zn-Ni (pre pobrežné turbíny) alebo PVD Al₂O₃ (pre vysokoteplotné vnútrozemské turbíny).
Dizajn: Labyrintové tesnenia na hriadeli rotora, jadro rotora z nehrdzavejúcej ocele a dažďový štít na motore, aby sa zabránilo priamemu vystaveniu vode.
Údržba: Ročné kontroly NDT, každé 3 mesiace vyčistite vonkajšok motora čerstvou vodou (na odstránenie usadenín soli) a každé 2 roky vymeňte vysúšadlo.
Motory priemyselných čerpadiel (mokré, vystavenie chemikáliám)
Náter: Epoxidová živica s inhibítormi korózie (cenovo výhodné) alebo Ni-P (pre chemickú odolnosť).
Konštrukcia: Hermetické tesnenie rotora, priľnavé magnety a kryt rotora odolný voči korózii (hliník).
Údržba: Každý mesiac kontrolujte, či nedochádza k úniku chladiacej kvapaliny, každých 12 mesiacov vymeňte opotrebované tesnenia a vyhnite sa používaniu drsných čistiacich chemikálií v blízkosti motora.
Stručne povedané, ochrana spekaných magnetov NdFeB v synchrónnych motoroch vyžaduje viacvrstvový prístup: účinné povrchové nátery (zodpovedajúce aplikácii), optimalizácia dizajnu (utesnenie pórov, tesnenie rotora) a pravidelná údržba (kontrola, kontrola vlhkosti). Kombináciou týchto stratégií môžu výrobcovia a operátori predĺžiť životnosť magnetov z 5 – 8 rokov na 15 – 20 rokov, čím sa znížia prestoje motora a náklady na výmenu, čo je rozhodujúce pre spoľahlivosť elektrických vozidiel, systémov obnoviteľnej energie a priemyselných zariadení.
Jinlun Magnet sa špecializuje na výskum a vývoj, výroba a predaj vysokovýkonných trvaliek zo vzácnych zemín magnetických materiálov.
Rýchle odkazy
Kontaktné informácie.
-
 Sales00@jlmagnet.com
Sales00@jlmagnet.com
-
 +86-574-6321 2222
+86-574-6321 2222
-
 č. 330 Xinxing 1st Road, Xinxing Industrial Park, Zonghan Street, Cixi City, provincia Zhejiang, Čína
č. 330 Xinxing 1st Road, Xinxing Industrial Park, Zonghan Street, Cixi City, provincia Zhejiang, Čína
Mobilný QR kód
Autorské práva © Ningbo Jinlun Magnet Technology Co., Ltd. Všetky práva vyhradené.
Čínsky výrobca sintrovaných magnetov NdFeB veľkoobchodná továreň na spekané NdFeB magnety

TOP

